制冷设备中铜管与铜管焊接一般采用银焊,银焊条的含银量为25%、15%或5%;也可用铜磷系列焊条。它们均具有良好的流动性,通常不需要焊剂。
一、焊料的选用
铜管是制冷装置的重要原材料,主要用于制作换热器和连接管道、管件。制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练的操作,以确保焊接的质量。
1
对同类材料的焊接
◆ 铜与铜的焊接:可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。
◆ 钢与钢的焊接:可选用黄铜条焊料加适当的焊剂,焊接时,将焊料加热到一定温度后插放在焊剂中,使焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。
2
对不同类材料的焊接
◆ 铜与钢或铜与铝的焊接:可选用银铜焊料和适当的焊剂,焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。在使用焊剂时最好用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速蒸发而形成平滑薄膜不易流失,同时还可避免水分浸入制冷系统的危险。
◆ 铜与铁的焊接:可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。
二、火焰的调整与焊接操作
对焊接不同的材料,不同的管径时所需的焊枪大小和火焰温度的高低有所不同,焊接时火焰的大小可通过两个针型阀进行控制调整,火焰的调整时根据氧、乙炔气体体积比例不同可分为炭化焰、中性焰和氧化焰三种。
◆ 炭化焰:其特点是氧化与乙炔气的体积比小于1,略缺氧,易将炭粒带入金属而影响焊料流动,冒黑烟,温度约为2700左右,可用于对管道的烘烤等。
◆ 中性焰:温度约为3000~3500℃左右,制冷管件焊接多使用中性焰,因为焊紫铜管用中性焰不易产生氧化物。
◆ 氧化焰:其特点是焰芯是圆锥形,长度明显地缩短,轮廓也不清晰,颜色暗淡,外焰也缩短了,火焰使蓝色的。氧化焰的温度高于中性焰,适用于黄铜焊接。黄铜熔点高,用碳化焰焊好后赶紧调到中性焰融烤,不易产生氧化物。
◆ 火焰的调节:打开燃气瓶和氧气瓶阀门,右手拿焊炬,左手拿打火机按下图方式点火,焊炬喷嘴应向上向外,打火机倾斜 点火 让火焰在喷嘴上方约0.5厘米位置点燃,右手顺势缓慢拧开燃料阀 此时喷嘴开始燃烧。
焊炬火焰处于自然扩散燃烧 火焰状态和打火机火焰类似 , 火焰整体柔软,随风飘摆,其根部和喷嘴完全贴合,不容易熄灭。如果火焰有脱离喷嘴 并且有“呼呼”声音,说明供气压力大可以减小燃料阀开度, 调节供气保证火焰在自然扩散状态。
火焰调节完毕后,食指回位, 然后缓慢打开氧阀。此时随着氧气的逐步增加,火焰会从明亮柔软的状态逐步 变成蓝色笔直状态。
注意:焊接完成后,要对焊炬进行熄火操作,一般先直接关闭氧阀,后关闭燃料阀,火焰即可自行熄灭, 如果先关燃料焊炬就会发出回火爆鸣声响。
三、焊接篇
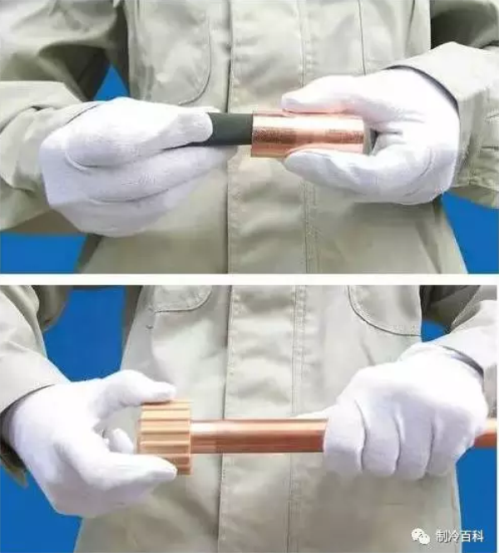
用砂纸将铜管铜管插入接头部分的表面的油脂、氧化物、污迹和灰尘磨清。铜管插入 焊接部分。
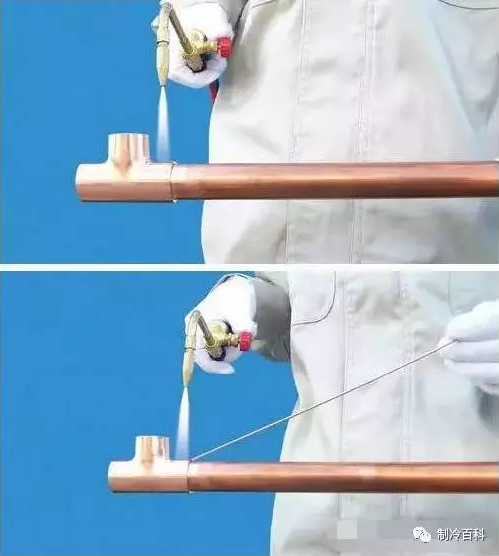
均匀加热被焊接管件,当温度达到650℃-750℃时送入钎料。切勿将火焰直接加热钎料。当钎料全部溶化时停止加热。
焊接结束间隔几分钟后,用湿布揩拭连接部分。这样既可稳定焊接部分,又可以去掉焊接面上的熔渣,以防腐蚀。焊接后正常的焊缝应无气孔、裂纹和未熔合